Retortable Pouches
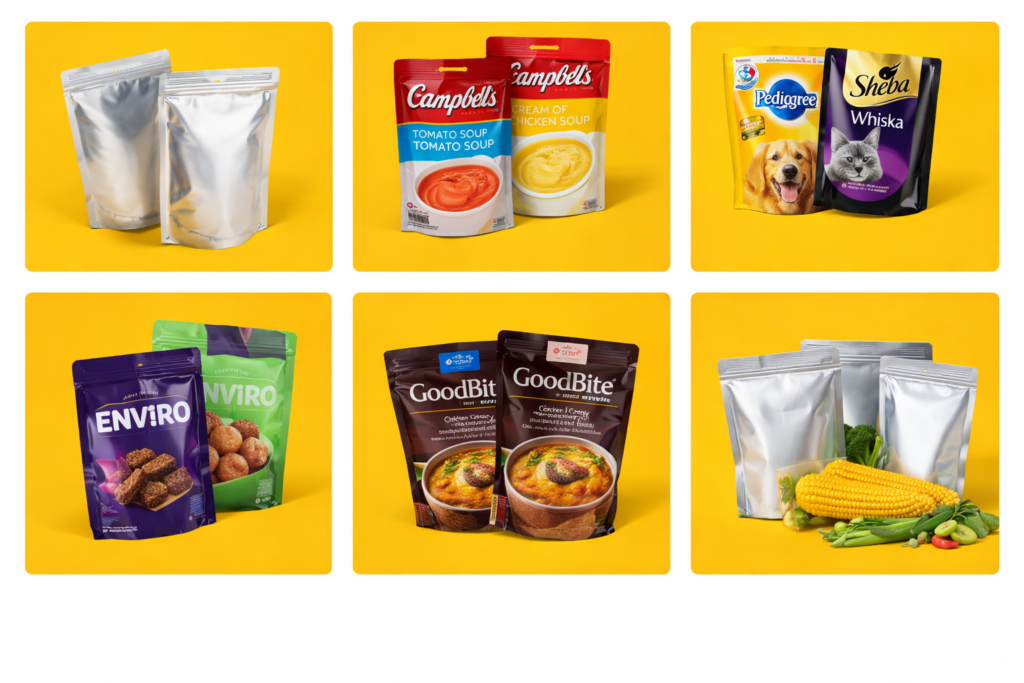
Retortable Pouches: Reliable Packaging for Ready-to-Eat Foods What are Retortable Pouches? Retortable pouches are sterilizable flexible food packages made from composite aluminium foils—these pouches contain viscous “curries” which are extensively consumed in Indian households. After manual or semi-automatic/automatic forming and filling operations, the pouch is sealed, and then a batch of pouches is retorted in a counter-pressure autoclave. The retorted pouches are then cooled and stored at ambient temperature.The consumer can heat the product in the retort pouch itself, and the food is ready to eat.Retort pouches are available in flat and stand-up configurationsRetort pouches are flexible, laminated structures that can withstand thermal processing and are utilized to package different kinds of food products. Common Applications Seafood Meat Rice Beans Sauces Prepared meals Ready-to-Eat (MREs), which can be eaten cold or warmed by submersing in hot water Through the use of a flameless ration heater, A meal component introduced by the military in 1992. Retort pouches are used in field rations, space food, and fish products Camping food, Instant noodles, Benefits of Retortable Pouches High barrier structure for thermal processing Lightweight Shelf stable Cost-saving alternative to metal cans Straight-tear technology to ensure clean and easy opening Printing possibility Ability to ship more products in fewer truckloads Unique shapes that will stand out on store shelves. Better taste due to less heating time. Less energy is required to manufacture pouches Transport of empty containers is cheaper Effective gas barrier A retort pouch is a space-saving package by virtue of its design, and this is definitely a merit for a good package. Limitations The customer cannot see the contents that are stored inside before purchasing.The first obstacle is that processors often require a large capital investment for the unique machinery.Filling is slower and more complex compared to metal can lines.The thermal process is complex due to the number of critical processing parameters that must be monitored (e.g., residual air, pouch thickness, steam/air mixture).Also, special racking systems may need to be set up in order to provide optimal heating media flow and prevent pouch-to-pouch contact.Since pouches are more easily punctured, they may require over-wrapping for distribution.Specialized equipment, such as a burst tester or a tensile tester, is required for leak detection and container. Types of Retortable Pouches • Preformed pouch in line formed Pouches• Pillow Pack• 3-side sealed• 4-side sealed • Stand-up pouch
Retortable Pouches Read More »